1300年にわたって続けられてきた伊勢神宮の式年遷宮。神宮で斎行される祭りは年間千数百にも及びますが、その中で20年に一度、大御神様に新しい御宮に遷っていただく「遷宮祭」は、神宮の祭りの中でも最大と位置付けられているものです。
私たち三条工業会が、伊勢神宮式年遷宮とかかわりを持ったのは、1993年(平成5年)の、第61回御遷宮からになります。神宮は古法に則った火造りの和釘、しかも特殊な形をした和釘を求めて三条市を訪れました。金物のまちとして広く知られている三条市は、その発祥をたどれば和釘づくりの歴史があります。和釘から発展し、利器工匠具(りきこうしょうぐ)などが多く作られてきました。
とはいえ、現代においては和釘の需要はほとんどなく、神宮から引き合いのあった1989年(平成元年)当時において、和釘5種~78226本は三条でも簡単に引き受けられる量ではありませんでした。当時の三条工業会は任意団体であったため、現在のような統制の取れた体制ではありませんでしたが、幾度かの話し合いを経て有志が集まり「三条工業会伊勢神宮金具製作委員会」の名で同年5月に正式契約、1991年3月末に納品しました。この時の決断と尽力によって、私たちは、1300年といわれる神宮の歴史と日本古来の技術の継承に貢献する栄誉を得ることができたのです。
第61回御遷宮においては、和釘の一部と野鉄金物の一部を三条市が納入したかたちでしたが、第62回御遷宮には全ての和釘、全ての野鉄金物を私たち三条工業会が納入し、さらに宇治橋のボルトや参集殿の看板までを納入させていただきました。
第62回式年遷宮 納入までの流れ
| 年月 | できごと |
|---|---|
| 2004年10月 | 新潟県神社庁から協同組合三条工業会に対し、神宮から和釘と野鉄金物の納入依頼があることを告げられる。 |
| 2005年4月 | 三条鍛冶道場開館・伝統的鍛冶技術継承事業スタート(~2011年まで延べ114名受講) |
| 2005年9月 | 第62回式年遷宮の和釘・野鉄金物の納入を正式に依頼される。 |
| 2007年8月~ | 宇治大橋御修造図面に基づき見積りを依頼され、見積書提出。同年10月契約締結。 |
| 2008年3月 | 宇治大橋用金具類出荷(同9月出荷分と合わせて7トン) |
| 2008年7月~ | 5つの御橋の図面に基づき見積りを依頼される、見積書提出。同年9月契約締結。 |
| 2008年9月 | 5つの御橋見積書提出、契約締結。 |
| 2008年11月 | 皇大神宮御正殿、豊受大神宮御正殿御造営の図面に基づき見積りを依頼され、翌2009年2月契約締結。 |
| 2009年3月 | 5つの御橋金具類出荷(2.5トン) |
| 2009年10月~ | 皇大神宮御正殿、豊受大神宮御正殿の和釘・金具を出荷(翌2010年3月、10月の3回に分け14.7トン)/12の別宮御造営の図面に基づき見積りを依頼され、翌2010年1月に契約締結。 |
| 2012年2月 | 別宮の和釘・金具を出荷(同年5月、10月の3回に分け4.7トン) |
伝承の技で生み出された部材製品
-

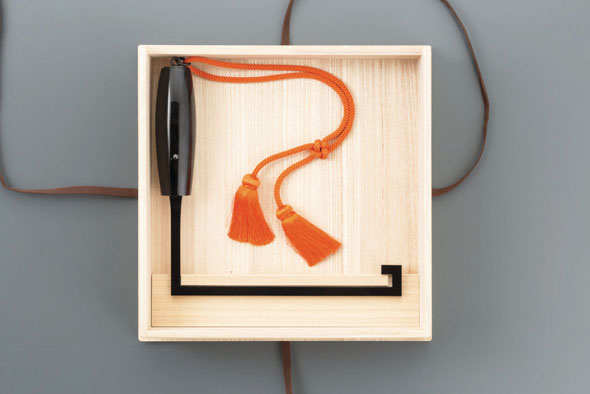
- 御鍵(みかぎ)
-

- 和釘(階折、巻頭)

-

- 蕃垣御門前後霧除庇釣
-

- 和釘(平頭、丸頭、階折、蛭頭)

-

- ボルト
-

- 鰹木留金具

-

- 鰹木留金具

-

- 平鎹(ひらかすがい)

-

- 野梠取付用金具

納入概要
| 品目 | 和釘 | 野鉄金物 | ボルト類 | 丸鉋 | 合計 |
|---|---|---|---|---|---|
| 数量 | 200,418個 | 80,015個 | 1,902個 | 58個 | 282,393個 |
式年遷宮にあたっての三条工業会の取り組み・体制づくり

三条市が最初に関わった御遷宮は前回の第61回でしたが、そのときは数社がチームを組んで納品しました。それが実績となり第62回御遷宮の引き合いがあったわけですが、第62回は私たち協同組合三条工業会が責任を持ってお請けするという形を取りました。
伝統技術の継承を長期スパンで取り組み、体制を整える
第61回御遷宮の際に和釘を打った職人で、第62回も参加できたのは、小林由夫さん(小由製作所)ひとりだけでした。このことからも、伝統技術の継承や職人の育成がいかに重要であるかがご理解いただけると思います。
私たち三条工業会は、和釘を作ることができる職人を絶やさないために、神宮からの引き合いがあった直後の2005年4月より、後継者の育成・伝統的鍛冶技術継承事業に着手しました。和釘を打つ鍛冶の後継者を育てるとともに、作業工具の刃付けなど、早晩技術者が途絶えかねない分野も含め、総合的に鍛冶技術を継承してゆく場となりました。2005年から2011年までの間に延べ114名が受講し、その中から第62回御遷宮にあたり和釘を打った10名の職人が育ちました。
全国的に見ても鍛冶は年々減っています。この社会環境で三条工業会が個々の事業維持のために直接的にできることとなると非常に難しいのですが、事業所の枠を超えて三条全体で技術を次世代に継承してゆく取り組みは今後も続けていきます。
数量・品質・価格~三拍子揃うのは三条市だけ
技術の集積地ならではの強み
製品の中には量産できるものもあれば、そうでないものもあります。そして当然ながら予算もあり、量が多いことから、納期と予算に合わせて製造方法などを調整する必要がありました。先述した鍛冶技術の後継者育成に積極的に取り組んだことに加え、一つ一つの企業の規模が小さくても集積が広くて深いこと。数量と品質、そして価格の3つを同時に満たすことができたのは、三条市そして三条工業会だけであると自負しております。
式年遷宮を支えた職人魂
式年遷宮を支えた、三条の職人たちをピックアップ。
越後三条鍛冶集団名誉師範~三条製作所代表 岩崎重義さん(御鍵)
 初めて御遷宮の話を頂いたときは、そんな大変な話は聞いたことがないからみんな泡を食ってしまい、右往左往していた記憶があります。三条工業会は「名誉なことだからやろう」と言いましたが、職人としてはできるかどうか分からない仕事を簡単にできるとは言えません。工業会を通じて神宮に説明会を開いてもらい「やれるじゃないか」ということで引き受けました。
初めて御遷宮の話を頂いたときは、そんな大変な話は聞いたことがないからみんな泡を食ってしまい、右往左往していた記憶があります。三条工業会は「名誉なことだからやろう」と言いましたが、職人としてはできるかどうか分からない仕事を簡単にできるとは言えません。工業会を通じて神宮に説明会を開いてもらい「やれるじゃないか」ということで引き受けました。
仕事を受けるにあたっては、伊勢神宮御遷宮金具製作委員会を立ち上げました。最初、集まった皆さんに言ったことは「これは神様の仕事だから普段の仕事とは違うよ」ということ。品質がしっかりして間違いのないこと、検査してダメだと分かったらその場で切るよということです。ここで良い仕事をすれば20年後にまた三条市へ話が来るだろうという思いがあり、最後までやり遂げました。



小由製作所 小林由夫さん(和釘)
 和釘は昔から三条市で作られていましたが、自分は作っていませんでした。ひょんなことから和釘の仕事を頼まれて作り始めたことがあり、それが第61回御遷宮の打診がある何年か前のことです。この時和釘作りをしてみたことが、結果的に神宮に和釘を納める話に加わるきっかけになったわけですから、奇遇なことでした。
和釘は昔から三条市で作られていましたが、自分は作っていませんでした。ひょんなことから和釘の仕事を頼まれて作り始めたことがあり、それが第61回御遷宮の打診がある何年か前のことです。この時和釘作りをしてみたことが、結果的に神宮に和釘を納める話に加わるきっかけになったわけですから、奇遇なことでした。
職人の力量の差は、やはり感性ですね。私は良く言うのですが、「これでいい」と「これでいいや」、「や」が付くか付かないかの違いだと思っています。「これでいいや」と思って作ると必ずばらつきが出ます。鍛冶屋が作る道具を使うのはプロの職人です。プロの職人は道具を使い、ものを作って売るわけですから、道具を大事にします。必ず「前と同じものでないと困る」ということになります。「これでいい」と納得できるものを作り、プロ職人に認められるからこそ、鍛冶屋はやっていけるものだと考えています。






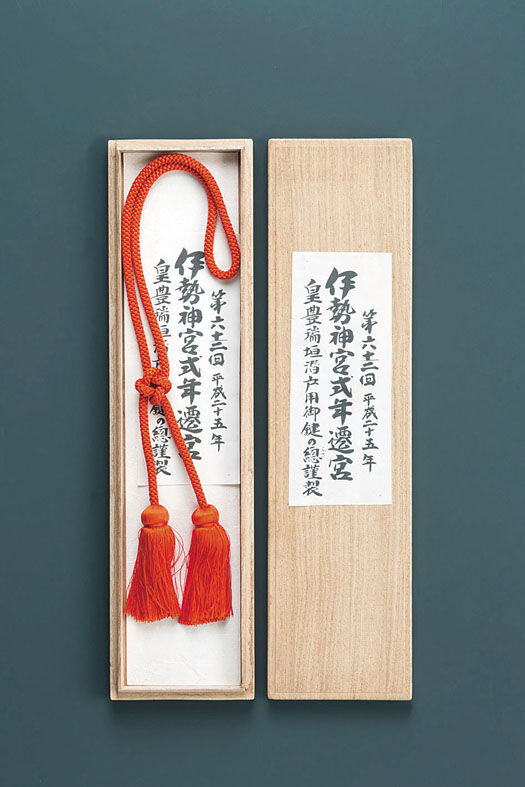
斎藤れんさん(組紐)
 私が作ったのは御鍵につく組紐です。前回の御遷宮に引き続き、御鍵を打った鍛冶の岩崎さんからお話を頂きまして、2度目のお仕事になります。私は昭和7年生まれで80歳を過ぎており、一口に式年遷宮の20年といっても、人さまとは違う感覚で日々を過ごしてきたような気がします。
私が作ったのは御鍵につく組紐です。前回の御遷宮に引き続き、御鍵を打った鍛冶の岩崎さんからお話を頂きまして、2度目のお仕事になります。私は昭和7年生まれで80歳を過ぎており、一口に式年遷宮の20年といっても、人さまとは違う感覚で日々を過ごしてきたような気がします。
糸を組むにあたり、試行錯誤が続きました。図面には組み方の手順や糸の本数などといった指示ではなく、太さ、この長さという指定だけがあります。組紐は縮みますし、伸ばせば伸びます。つまり「遊び」がある分、組んだ後で紐を触ったり、さらにそれを結ぶなどの作業をしたときに、規格通りに組んだと思っても太さや長さが変わってしまうことがあります。そういった大変なことが重なり大変苦労しました。何事であっても手を抜くということはありませんが、なにせ未知のことでしたから。人さまが見れば「あぁ、これ」と簡単にできたように思われるかもしれませんが、作るほうは奥が深いのです。


有限会社織原溶接工業 織原哲さん(野鉄金物)
 前回の第61回御遷宮では、先代である父が中心メンバーの一人でした。翌平成6年の最後の納品時に、父を車に乗せて伊勢まで行ったことをよく覚えています。
前回の第61回御遷宮では、先代である父が中心メンバーの一人でした。翌平成6年の最後の納品時に、父を車に乗せて伊勢まで行ったことをよく覚えています。
父の実家は野鍛冶から始まって7代くらい続いた鍛冶屋で、自分も多少は鍛冶の仕事をしていたことから知識もありました。鉄を叩いて、どんな形にでも作っていくのですから、鍛冶屋の職人はすごいです。
近年の風潮のように何でも交換、使い捨てになって、道具を工夫して使わなくなり、人間が道具に合わせる世の中になってくると職人は減ります。そんな折に御遷宮の仕事を三条市に任されたというのはカンフル剤になったと思います。今回のために若い人が和釘を打つ勉強をしたということはとても意義があることです。

工場にある溶接に使う台は、溶接時に出る鉄くずをここで削ぎ落してきた。長年を経て奇妙な塊になった。
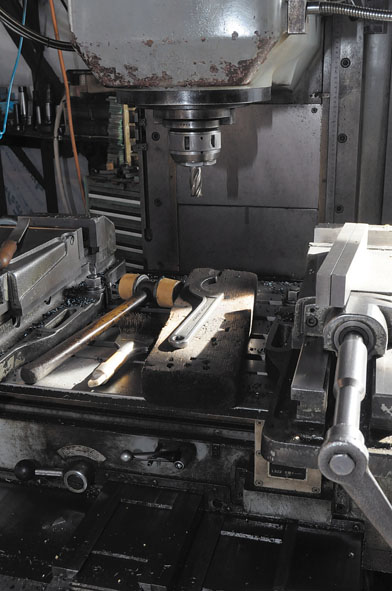
株式会社古寺製作所 取締役営業部長兼品質管理部長 小山悟さん(和釘)
 今回の仕事は、手仕事の技と機会を駆使した技術の両方があったからこそ成し遂げられたものだったと思います。うちは鍛造の設備を持っていますから、和釘の頭の部分は作ることができましたが、先端の部分は鍛冶屋さんに叩いてもらわないといけません。三条市内の鍛冶屋さんと分担して和釘を完成させ、大量の納入を果たすことができました。
今回の仕事は、手仕事の技と機会を駆使した技術の両方があったからこそ成し遂げられたものだったと思います。うちは鍛造の設備を持っていますから、和釘の頭の部分は作ることができましたが、先端の部分は鍛冶屋さんに叩いてもらわないといけません。三条市内の鍛冶屋さんと分担して和釘を完成させ、大量の納入を果たすことができました。
手掛けた和釘は大小さまざまで、熱をかけられないほど小さいものや、和釘の胴が平たいものなど、特殊な難しい形のものがたくさんありました。苦労しましたが、一企業ではなく三条工業会の名で出すわけですから、変なものを出して三条全体がダメに見られたら大変だという思いがありました。

鉄の丸棒の先端を鍛造。この工程を終えてから90度曲げるとタイヤレンチになる。
株式会社山忠 代表取締役社長 太田文男さん(和釘などの塗装)
 燕三条は金属加工が盛んな地域です。金属そのものは錆びることから、その表面処理の集積地でもあり、県内の塗装とメッキの9割が燕三条に集中しています。今回、金属製部材の納入がありましたが、表面処理設備を持っていないところの部材をうちでかなり請け負いました。請け負った品物を見ると、業者さんがこの仕事に参画できたことを心からありがたいと思っているのが分かります。だからこっちもしっかりやろうと、気を引き締め、表面処理を施しました。
燕三条は金属加工が盛んな地域です。金属そのものは錆びることから、その表面処理の集積地でもあり、県内の塗装とメッキの9割が燕三条に集中しています。今回、金属製部材の納入がありましたが、表面処理設備を持っていないところの部材をうちでかなり請け負いました。請け負った品物を見ると、業者さんがこの仕事に参画できたことを心からありがたいと思っているのが分かります。だからこっちもしっかりやろうと、気を引き締め、表面処理を施しました。

多種多様な金属製品を隙間なく塗装できるよう、フックにかけて洗浄の後、塗装の工程に入る。小さな和釘はザルの目に差し込んでラインに通した。
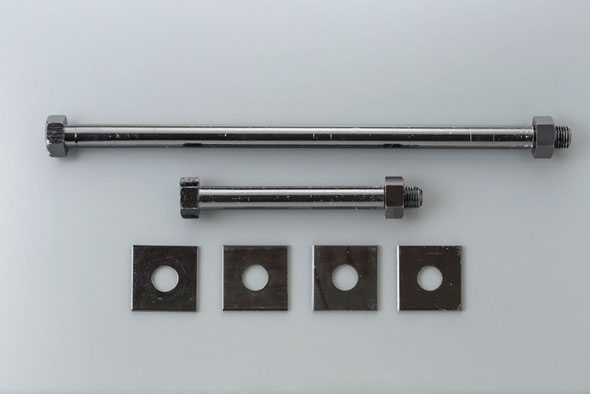
ツルタボルト株式会社 営業本部部長 丸山光男さん(ボルト)
 今回は宇治橋やその他の橋の金具の依頼がありました。大きいもので1メートル以上のボルトです。この大きさだと三条で作れるのはうちだけです。前回は表には出ませんでしたが、木ネジや一部和釘の素材などで関わりはありました。当時はまだ20代で、伊勢神宮と聞かされても「へえー」と思うくらいのものでしたが、今回は全く感慨が違いました。
今回は宇治橋やその他の橋の金具の依頼がありました。大きいもので1メートル以上のボルトです。この大きさだと三条で作れるのはうちだけです。前回は表には出ませんでしたが、木ネジや一部和釘の素材などで関わりはありました。当時はまだ20代で、伊勢神宮と聞かされても「へえー」と思うくらいのものでしたが、今回は全く感慨が違いました。
その後、会社は専務が社長を継承。私自身も両親に代わり家を継承。こうした経験の中でもしも御遷宮が、30年に一度だったら継承できない部分が出てくるのではと感じていて、何事か継承していくためには20年が頃合いなのだと思いました。
神宮がやっておられる御遷宮は、私たちが生きていることに全て当てはまると悟りました。

特殊な形状や少量受注に対応するツルタボルト株式会社・工場。
株式会社カエリヤマ 取締役 歸山泰政さん(鰹木留金具)
 うちは鰹木留金具という、屋根に乗っている丸太を固定する金具を製作させていただきました。前回、この部材は四角い鉄の棒からフライスという機械で削って作っていましたし、さらにその前は溶断で切っていたと聞いています。さらにそのまた昔は熱間鍛造といって、熱で柔らかくした鉄をトンカン叩いて作っていたそうです。
うちは鰹木留金具という、屋根に乗っている丸太を固定する金具を製作させていただきました。前回、この部材は四角い鉄の棒からフライスという機械で削って作っていましたし、さらにその前は溶断で切っていたと聞いています。さらにそのまた昔は熱間鍛造といって、熱で柔らかくした鉄をトンカン叩いて作っていたそうです。
今回、私は5軸複合旋盤という機械で、丸い鉄の棒を「削り取って」この形にしました。旋盤でどんな形にでも削り出せるようになったのは15年くらい前ですから、前回の御遷宮のときにはなかった技術を使ったということになります。
つまりこの部品は、毎回違う技術で作られているということです。時代は変わるので技術も人も作り方も変わっていくのは当然ですが、それは「昔の技術がなくなってもいい」ということではないと思います。もちろん、私も今回鰹木留金具を作るにあたって、前回の製作者からご指導いただきました。三条市がもう日本にはあまり残っていない、世界でも珍しいくらいの金属加工の拠点でいられるのは、そういう技術の継承ができているからなのでしょう。

旋盤加工のエンジニアは「数が極端に少ない特殊な分野」という。量産品と武器はやらないと決めた先々代の遺志を守り、10個に満たない注文にも応じている。
株式会社古沢製作所 代表取締役 古澤幸朗さん(鰹木留金具)
 前回の御遷宮で鍛冶屋さんが和釘を打ったことは知っていましたから、私自身信心深いので機会があれば携わりたいと思っていました。鰹木留金具とずいぶん形は違いますが、うちは爪切りをはじめとした合わせ金物と金型を作っているので、鉄を削るのは得意分野です。
前回の御遷宮で鍛冶屋さんが和釘を打ったことは知っていましたから、私自身信心深いので機会があれば携わりたいと思っていました。鰹木留金具とずいぶん形は違いますが、うちは爪切りをはじめとした合わせ金物と金型を作っているので、鉄を削るのは得意分野です。
ものづくりのまちで育ちましたから、子どものころはベーゴマに穴を開けて、中に鉛を仕込んで穴を塞ぐ、そういう細工を自分でやりました。鉛は重いので、見た目は同じでも無敵。インチキなのですが、ものづくりのまち育ちとは、そういう経験なんじゃないでしょうか。この先20年、まだ三条市はそんな町でいられるとは思いますが、3Dプリンターをずらりと並べて作り始めたら、ものづくりはがらりと変わるでしょう。
そこで残っていくには、使ったときに感動を持てる道具を作り出していくこと。例えば、くるみ割り器。硬い和くるみを割るとき、事前に炒っておかないとくるみ割り器のほうが壊れてしまうことがありますが、うちのは炒らなくても簡単に割ることができます。求められる以上の品質を常に追い続けたいという気持ちが大切です。

爪切りの刃の仕上げは、ここで品質が決まる重要な工程。機械に看板が付いているのは、燕三条地域で行われているオープンファクトリーのイベントのときに付けたもの。
中山鉄工所 中山隆さん(鰹木留金具)
 前回の御遷宮では蝶番をやらせてもらいました。今回は鰹木留金具ですが、この仕事をきっかけにいろいろと思い出しました。今回、鰹木留金具を作ったのはうちだけではありません。図面が来て材料も指定されていたけれど、それぞれの持っている機械や職人の考え方でやり方は違います。うちは黒皮と呼ばれる材料を使って作りました。なんで黒皮にしたかといえば、ひずみが少ないから。鉄は意外と反るものなんです。
前回の御遷宮では蝶番をやらせてもらいました。今回は鰹木留金具ですが、この仕事をきっかけにいろいろと思い出しました。今回、鰹木留金具を作ったのはうちだけではありません。図面が来て材料も指定されていたけれど、それぞれの持っている機械や職人の考え方でやり方は違います。うちは黒皮と呼ばれる材料を使って作りました。なんで黒皮にしたかといえば、ひずみが少ないから。鉄は意外と反るものなんです。
うちは隙間というか、自分は製造業ではなく「物を作るサービス業」だと思っています。少なくとも最新の設備を導入してやっている商売じゃない。自分がやれる範囲が守備範囲で、今でも溶接は自分でやっているんです。金属加工というのは、やり方が違ってもやっていることの本質はそんなに変化しているものではありません。
「ここをこう加工して」と具体的に言ってくる人から「なんとかなりませんか?」と言ってくる人までいろいろな方がいますが、要望にはできるだけのお手伝いをしていきたいと思っています。機械が壊れたら工場が止まりますが、古い機械を騙し騙し使っているところが多いから、そういう不具合を直すこともよくあります。そんなところに「これはもう入れ替えだ」なんて言えません。これからも「物を作るサービス業」としてやっていくつもりです。
所狭しとさまざまな機械が並び、工場というより工房のような趣の中山鉄工所。加工機械は日進月歩だが「金属加工のやり方そのものが変わっているわけではない」と中山さんは言う。
シマト工業株式会社 常務取締役 竹田進交さん(御扉用杓金物など)
 今回の御遷宮の仕事は、前回工業会経由で数社がプロジェクトチームを結成し、引き受け、道をつけてくれたからこそ再び三条にお話を頂くことができたと思っています。前回以上のボリュームとのことなので三条工業会の総力を集結。いわばこれは、三条の歴史が受注した仕事です。
今回の御遷宮の仕事は、前回工業会経由で数社がプロジェクトチームを結成し、引き受け、道をつけてくれたからこそ再び三条にお話を頂くことができたと思っています。前回以上のボリュームとのことなので三条工業会の総力を集結。いわばこれは、三条の歴史が受注した仕事です。
製作過程から神宮の方に見に来ていただき、何度もやり取りしながら工程を決めていきました。うちはプラットホーム企業であり、協力工場と連携してネットワークを作っていたからできたと思っています。三条工業会も500社以上あるわけですが、この中で情報をオープンにすることができれば大変協力なネットワークになります。
今回でCADデータと工程が全て工業会に蓄積できましたので、20年後の御遷宮でも問題なく受注できると思っています。

板金加工のみならず、表面処理やプラスチック成型などさまざまな工程を複数の建屋に分けて行うシマト工業。写真は搬送用コンベアの組立作業。
佐藤技研株式会社 代表取締役 佐藤敬さん(野梠取付用金具)
 ちょうど御遷宮の話が来たころに社長になりまして、正直に言えば事業継承で慌ただしく、頂いた仕事をせっせとやっていた感じでした。ですが20年に一度のことですから、自分が窓口になって全部やろうと決めました。前回の御遷宮のときに、先代がお手伝いさせてもらい、いろいろな話を聞いていたので自分が今これを経験しておけば、次は何らかの形で皆さんのお役に立てると思いました。
ちょうど御遷宮の話が来たころに社長になりまして、正直に言えば事業継承で慌ただしく、頂いた仕事をせっせとやっていた感じでした。ですが20年に一度のことですから、自分が窓口になって全部やろうと決めました。前回の御遷宮のときに、先代がお手伝いさせてもらい、いろいろな話を聞いていたので自分が今これを経験しておけば、次は何らかの形で皆さんのお役に立てると思いました。
今、私は33歳ですから20年後には経営者としてもちょうど脂が乗っている時期です。もちろん会社があればですがね。この業界は前より良くなったと言われることが少ない業界です。プログラムができれば作れるものは海外へ行きますから、国内に残るのはノウハウの蓄積が必要な製品と小ロットの製品です。最近では海外の方が性能の良い機会を使っています。資本力の強いところが一気に最新設備を整えて参入してくる時代です。
これからもより良い製品を作り続けて、20年後には「前はこうだった」と言える存在になりたいです。

鍛造の際に出た余肉(不要な部分)を取りのぞく作業。鍛造などの作業は「ちょっとしたことが取り返しのつかない事故につながりかねない」と、事故防止にも注力している。
若林工業有限会社 代表取締役社長 若林信一さん(平鎹)
 うちが扱うのは主にステンレスです。厨房用品、宗教用具、開発商品も多く手がけています。量産品の仕事は平成に入ってからほとんどなくなりましたが、開発商品は昭和から今も長く続くものがあります。道具というのは、使ってみて価値が分かるので「やっぱりこれでないと」と言ってもらえるものづくりをしています。
うちが扱うのは主にステンレスです。厨房用品、宗教用具、開発商品も多く手がけています。量産品の仕事は平成に入ってからほとんどなくなりましたが、開発商品は昭和から今も長く続くものがあります。道具というのは、使ってみて価値が分かるので「やっぱりこれでないと」と言ってもらえるものづくりをしています。
ものづくりにおいて心掛けていることは、それがどんなものであっても見ていて気持ちが落ち着くような姿であることです。それは、小さなことを積み重ねることで見えてくるものです。例えば、鎹は作った後で塗装しますが、塗装するから元の表面はどうでもいいということではありません。きれいに塗装するには元の表面も下処理が必要になります。
次の御遷宮まで20年間は、この心がけを保持しなければならないと思っています。

毎日のように行っているプレスの型抜き作業の様子。全てオートメーション化でず、作業の最後の方にあえて手作業を残すことにより、熟練職人による製品チェックを行っている。
猪本木工 猪本功さん(鉋)
 作ったのは神宮の柱を削る丸鉋(まるがんな)です。丸柱のようにカーブしている面を削るため、削るものの径に合わせて鉋の形や大きさは変わります。一番小さいのは5分、一番大きいのは2尺2寸の径を削るための鉋でした。
作ったのは神宮の柱を削る丸鉋(まるがんな)です。丸柱のようにカーブしている面を削るため、削るものの径に合わせて鉋の形や大きさは変わります。一番小さいのは5分、一番大きいのは2尺2寸の径を削るための鉋でした。
今は鉋を使わずに機械で削る大工さんが増えてきています。木を削ると、どうしても目が残ってしまいますが、鉋の刃は細胞を壊さないで、すーっと削ることができます。機械削りは力で押すからそうはなりません。宮大工が鉋で削った板と機会削りの板では水滴を垂らすと違いがわかります。機械のほうは水が染み込みますが、鉋で削った方はいつまでも水滴のまま残り、水を吸わないので傷みにくいのです。神社仏閣が素木のままでも長持ちするのは、宮大工が丁寧に鉋で削っているからなのです。

鉋は、大工道具の中で最も新しく江戸時代になって普及したという猪本さん。しかしその当初から今と同じほぼ完成された形で生み出された「先人はすごい」と話す。
マルナオ株式会社 代表取締役 福田隆宏さん(参集殿の木看板)
 常に「継承」を考えている神宮は素晴らしいです。これがもし、その時々の工法で造られていたら継承にはなりません。三条市が神宮への納入に参画していたことはもちろん知っていました。圏外海外の展示会に出展するときには三条市という地域について話をしますし、御遷宮の話をすることもありました。うちは看板の製作を仕事にしていませんでしたが、大変光栄なことなので作らせていただきました。
常に「継承」を考えている神宮は素晴らしいです。これがもし、その時々の工法で造られていたら継承にはなりません。三条市が神宮への納入に参画していたことはもちろん知っていました。圏外海外の展示会に出展するときには三条市という地域について話をしますし、御遷宮の話をすることもありました。うちは看板の製作を仕事にしていませんでしたが、大変光栄なことなので作らせていただきました。
技術がここにあるならば、それを継承していくのはある意味責任だと思います。それだけで食べられないというなら、方法を考えればいい。後継者は事業の継承と技の継承の両方をやっていかなければならない。これを自分でしてしまうと継承できません。人に伝えて継承してもらうようにしないと続かない。一瞬で儲ける能力よりも、続けていくことのほうがずっと難しいと思います。

神宮から届いた欅の板を加工し、掘った文字の部分に塗料を入れていく。「失敗の許されない一発仕事。職人は常にそういう仕事をしています」と言う。
第62回式年遷宮を振り返って
三条工業会が責任を持ち三条市の総力を発揮するということの意味は、納期の順守と確かな品質の確保も含みます。前回は小さな事業所だけで仕事をしたのですが、今回はシマト工業、古寺製作所など比較的大きな企業にも参加してもらうことにしました。小さな事業所だと職人さんが病気をしたりするだけで仕事が止まる可能性がありますから、三条全体として補完しあって仕事を滞らせない体制にしました。
我々は、なんとか生き残った鍛冶技術を、三条の業界全体として今後も確実に残し伝えていく責務を負いました。協同組合三条工業会は鍛冶技術が今も残る日本の伝統技術であることを強みとし、また誇りとして行きたいと思います。前回の御遷宮以降、鍛冶技術の後継者育成を図ってまいりましたが、今後も一層継続して取り組んでいく所存です。